AdeleX-10
VTOL AdeleX-10 小型 FPV 无人机
- 组装与操作手册
信息
AdeleX-10 是一种通用的垂直起降 FPV 飞机模型。其主要载荷是一个用于任何 19x19mm FPV 相机的双轴旋转伺服云台。推荐的视频系统:大疆 FPV 搭配 Polar/Nebula Pro/O3 相机,Walksnail Avatar。
VTOL 飞机的主要优点是结合了四旋翼和飞机的优点。该飞机能够在未经准备和有限尺寸的平台上垂直起降,同时在水平飞行中快速飞行。在飞机模式下,AdeleX-10 的能耗约为悬停时的三分之一。
主要特性:
- 空重(不含电池):850 g
- 正常起飞重量:1300 g
- 翼展:1000 mm
- 翼面积:12.5 平方分米
- 翼载荷:114 g/平方分米
- 巡航速度:70 km/h
- 失速速度:50 km/h
- 最高速度:150 km/h
- 最大风速
- 起飞时地面:7 m/s
- NVM 功率:
- 悬停:370 W
- 巡航模式:130 W
- 巡航范围,
- 在 4500 mAh(6S)消耗下:35-40 km
- 飞机模式的最高高度,
- 不低于:2000 m
- 工作温度范围:-15 +35 摄氏度
- 飞行控制器软件:Ardupilot,INAV
该飞机适应主要航空公司的手提行李尺寸。
推荐电子设备:
- 飞机:
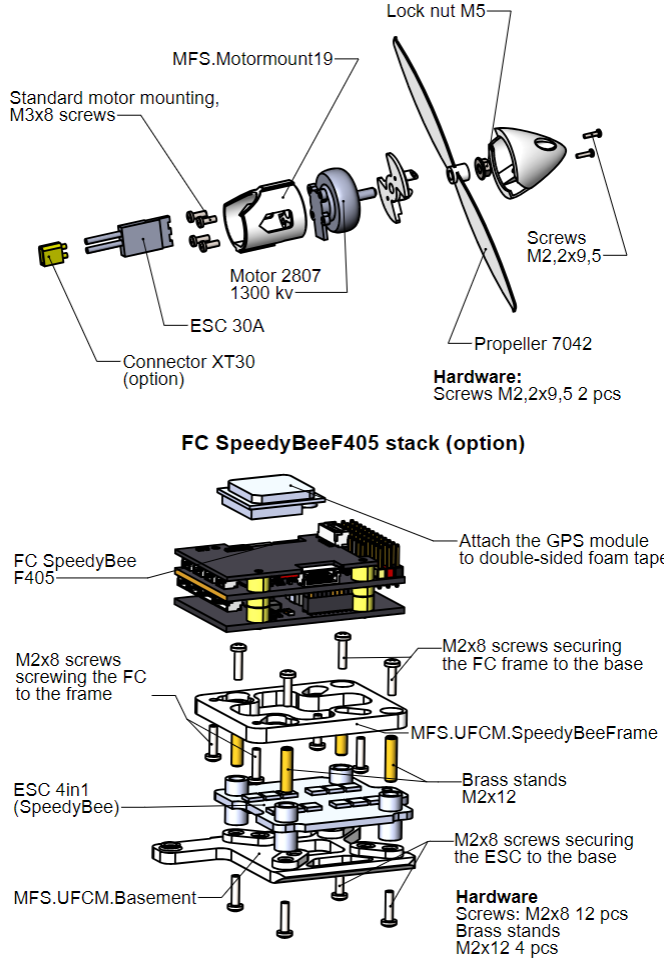
推力电机(1 个):电机 EMax 2807 1300kv,ESC 6s 30A,螺旋桨 Gemfan 7042。升力电机(4 个):电机 2004 EMax 1600 kv,螺旋桨 Gemfan 5126-2。ESC4合1 6S,每通道不低于 30A,伺服器:GH-S37D(EMax Es9051)4 个。电池:Li-Ion 6s1p 21700,电流输出至少 30A。飞行控制器:Matek H743,SpeedyBee F405 wing。气速传感器:Matek ASPD-4525。
- 云台:
俯仰伺服器:GH-S37D(EMax Es9051)- 1 个。
- 旋转伺服器:DM-s0090d(270 度)- 1 个。\
- FPV 视频系统:大疆,Walksnail Avatar。
- 遥控系统:TBS Crossfire,ELRS。
- 冷却风扇:5V 3010
组装建议
安全措施:
在通风良好的区域使用胶水和激活剂。
不要将零件或组装好的飞机长时间放在阳光直射下或温度超过 40 度的房间中,需注意降温。
连接电源和各种设备时,请注意极性。
在地面检查电机时,一定要拆下螺旋桨,以避免严重受伤。
组装过程中:
在连接之前,尽量“干接”零件。如果有毛刺和不规则,使用锋利的刀具修整。
为了方便推入轴,建议使用少量硅脂。
在组装悬挂系统时,请小心并保持注意:伺服器上的摇臂必须安装在极限位置时不会损坏齿轮箱。所有云台和副翼控制通道必须设置为中立(1500 μs)。使用自动驾驶仪配置器准确设置云台的中立位置。
组装所需材料和配件:
- FDM 材料:ABS 高科技塑料/PLA+ Esun
- 胶水:该模型无需胶水组装
- 电线:16、24 和 28 AWG
- 连接器:XT60 1 个,XT30 1 个(可选)
- 伺服延长线:200 mm 6 个
- 碳纤维:方形剖面 6x6x500 mm 3 个
- 推杆:钢丝 1.2 mm 或现成的杆 L=200mm
- 杆的塑料端头 1.2 mm 4 个
- 电池带 250 mm 1 个
- 尼龙扎带 2 mm
- 五金:
黄铜支架 M2x12 4 个(仅适用于 SpeedyBee F405 Wing FC)
圆头自攻螺丝 DIN 7981:
2.2x4.5- 2 个
2.2x6.5- 5 个。
2.2x9.5- 38 个
2.2x16- 16 个
螺钉 DIN 7045:
M2x8 - 29 个
M2x16 - 16 个
六角螺栓 DIN 933:
M3x16 3 个
M5x25 1 个
锁紧螺母 DIN 985:
M3 - 3 个
M5 - 1 个
打印选项
为了获得最佳效果,我们强烈建议遵循说明。该模型设计用于 220x220x200 mm 的打印区域。
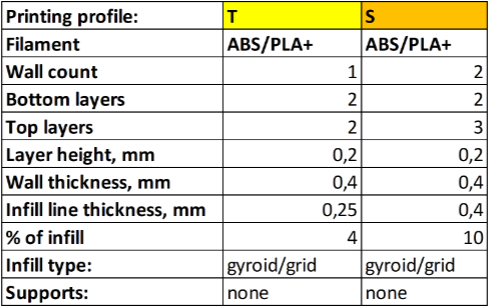
从结构上讲,模型零件分为两种类型,每种类型需要配置打印配置文件:
- 由薄壁 ABS(PLA+,PETG)制成的零件,机身、稳定器和翼。配置文件 T(薄壁)。
- 由 ABS(PLA+,PETG)制成的密实零件,带填充。这些是动力元件:电机座、支架、悬挂。配置文件 S(实心)。
每台打印机都是独特的,可能需要更精确的参数选择以获得最佳打印质量。
如果桌面附着力差,建议使用打印胶水或添加边框。
ABS 应该在高喷嘴温度(超过 275 度)和良好加热的腔体(桌面 100 度)下打印。打印桥时应开启气流。对于一般外轮廓,气流应设置为层有时间硬化,但在铺设新层之前不会冷却。
HTP(高科技塑料)的 ABS-6 表现出色。
对于 PLA+,温度分别为 240 和 60 度,不需要加热室。建议不使用 ESUN 以外其他公司的塑料。
注意:
- 一定要在打印前干燥塑料!
- 用 ABS 制成的零件可以用 PLA+ 或 PETG 制成的零件替换,但电机和视频发射器的托盘除外。它们只能用 ABS 或 PETG 打印,以避免因过热而变形。
打印零件列表
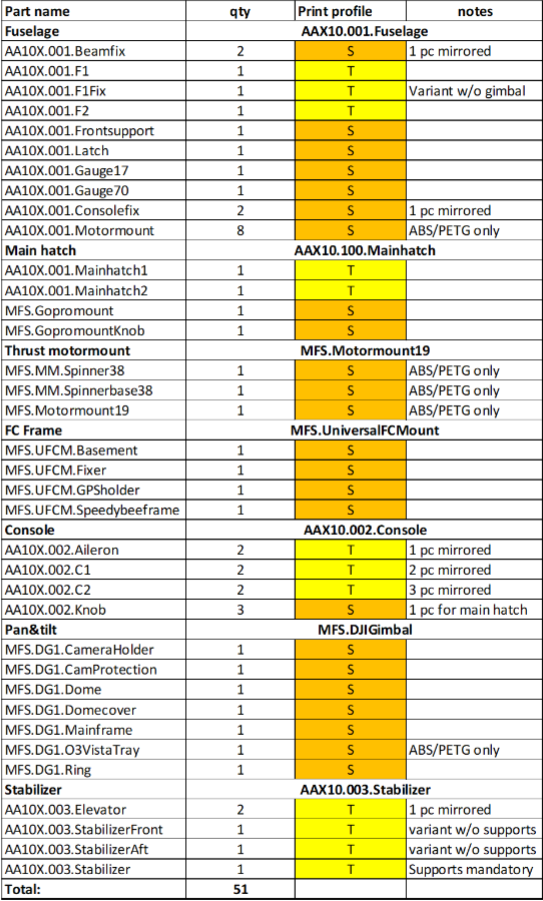
标记为“镜像”的零件将在切片软件中根据数量反射。
所有零件的总重量约为 370 克。
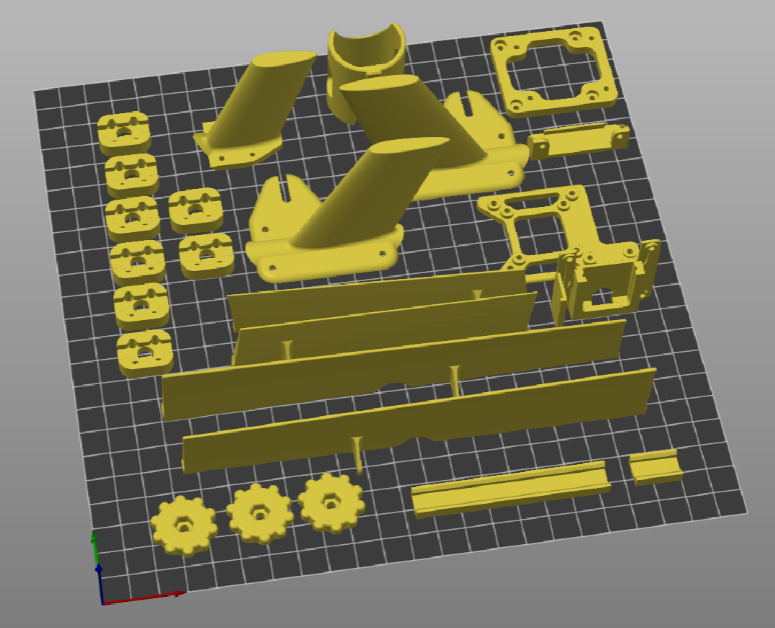
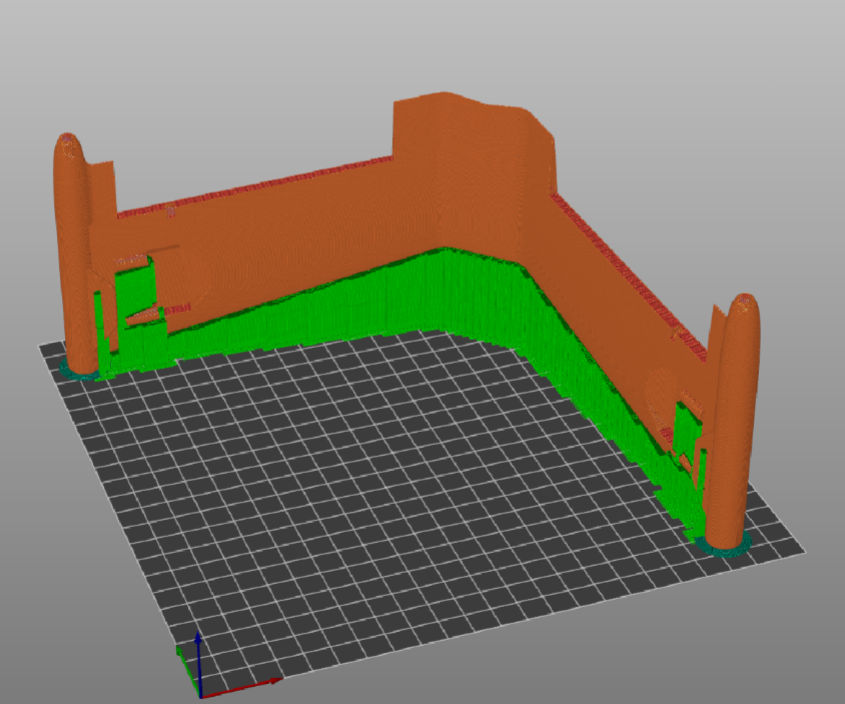
零件在打印机床上的位置
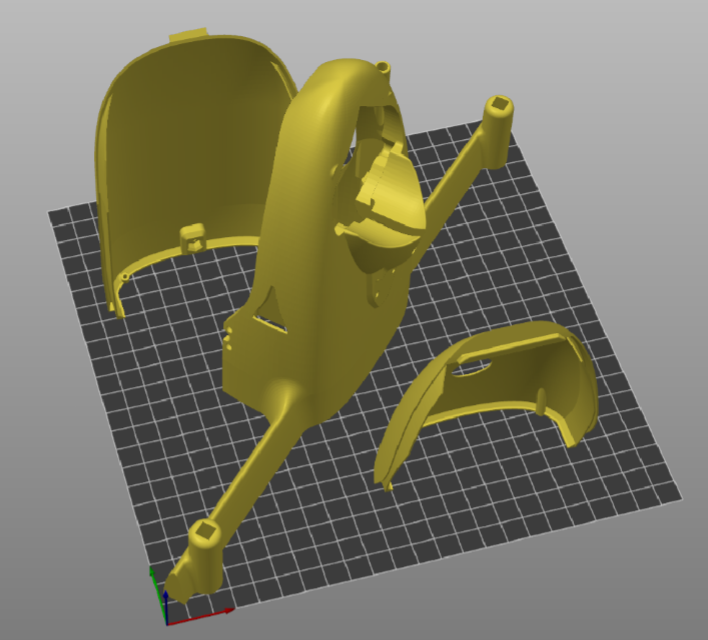
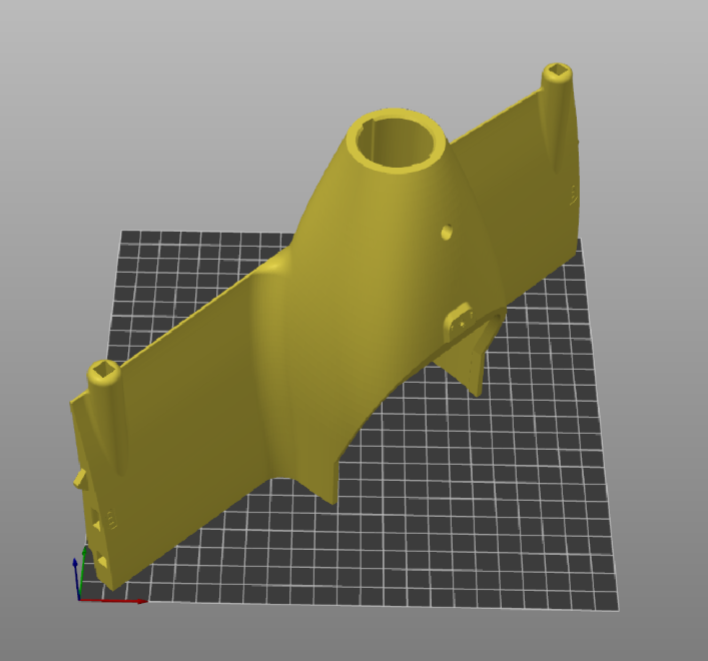
零件位置和方向的示例。
支撑必须关闭。
零件位置和方向的示例。
支撑仅适用于 AAX10.003 部件。稳定器,单件变体
要消除上方不必要结构的生成,请启用“支撑阻挡器”修饰器
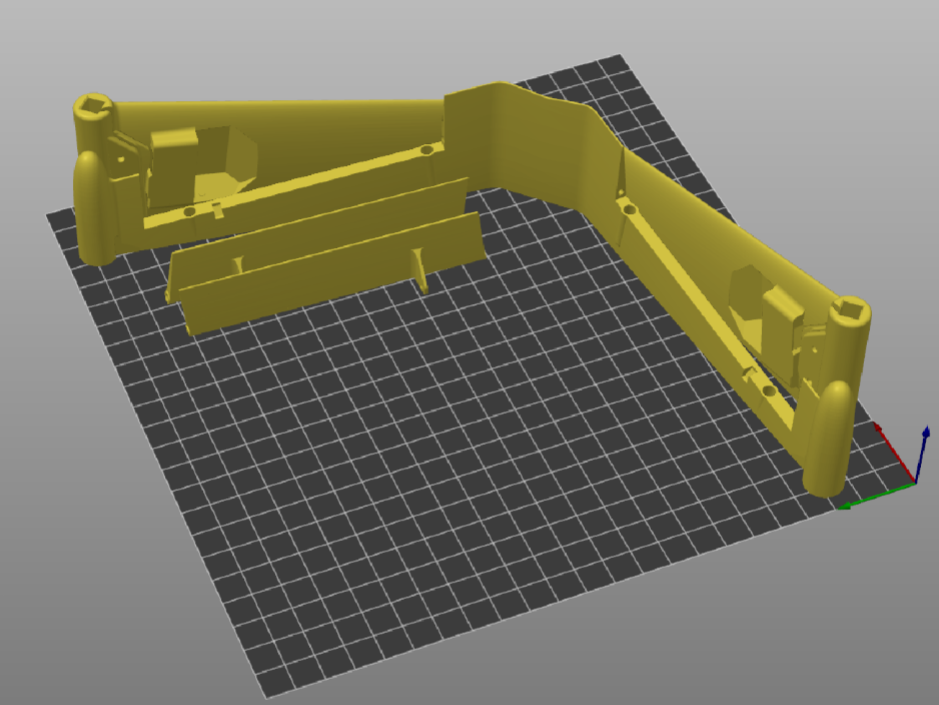
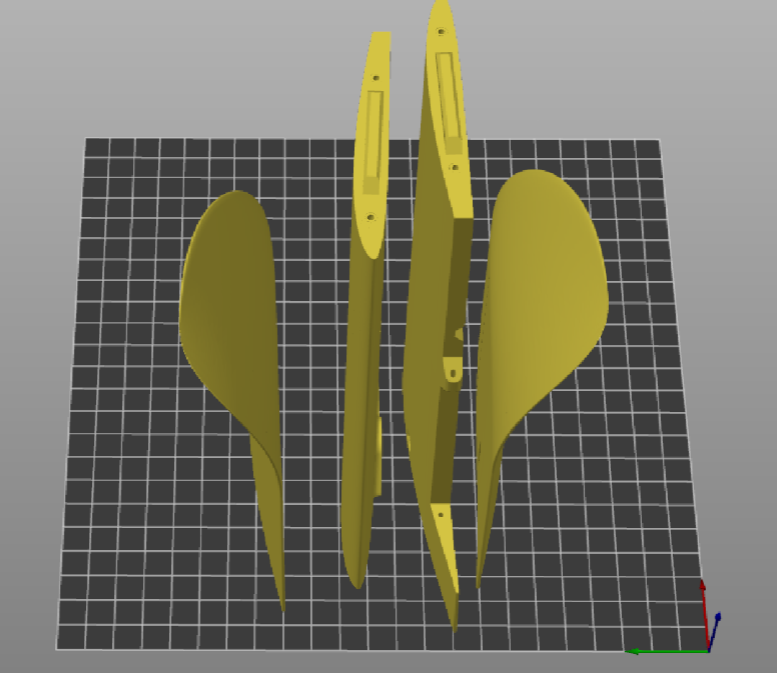
零件位置和方向的示例。
支撑应关闭。
稳定器的两部分打印版本
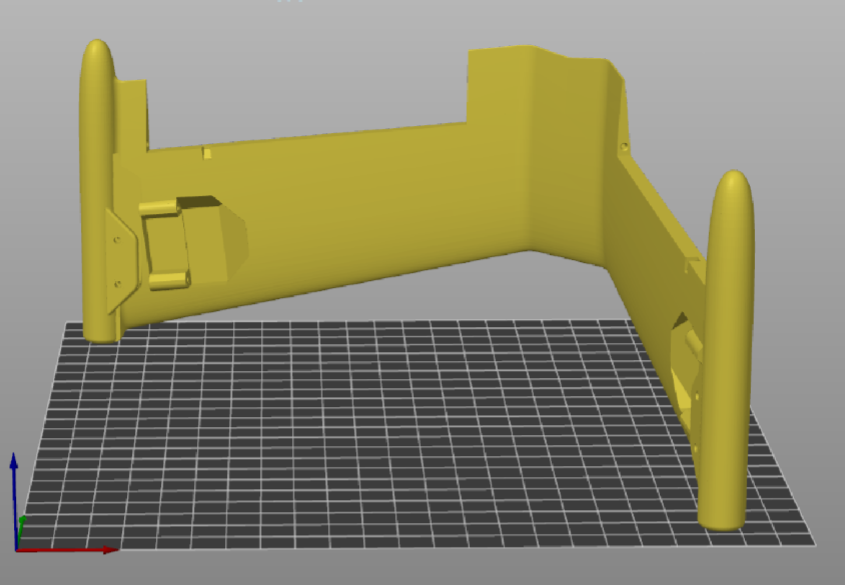
零件位置和方向的示例。
支撑必须关闭。
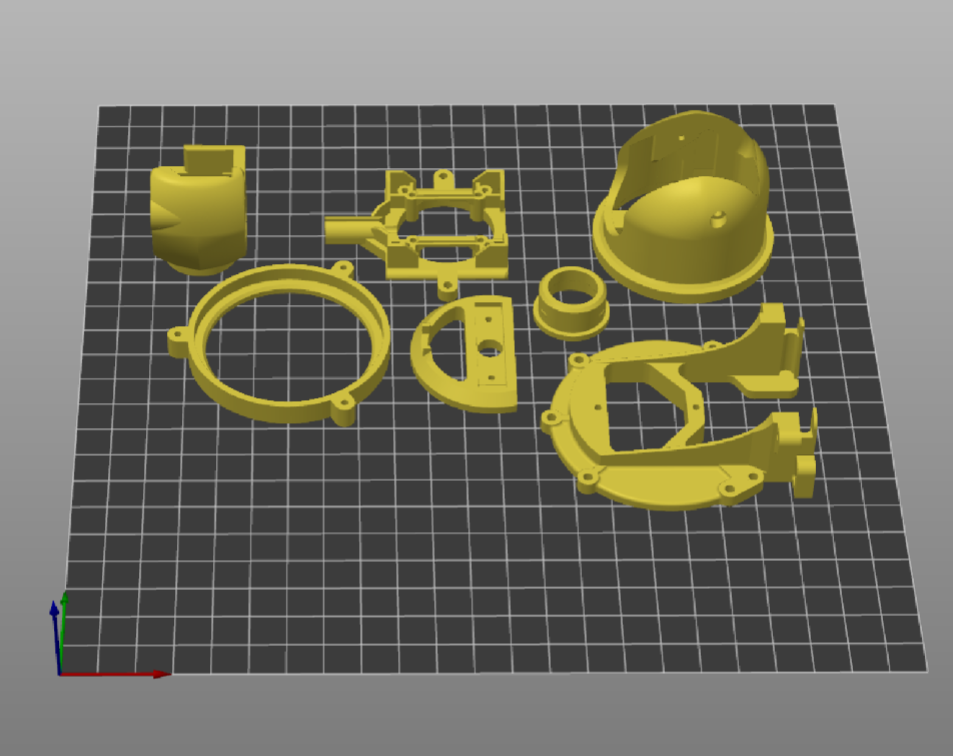
模型的整体视图
基本组装单元
在文件压缩包中位于
单独的文件夹中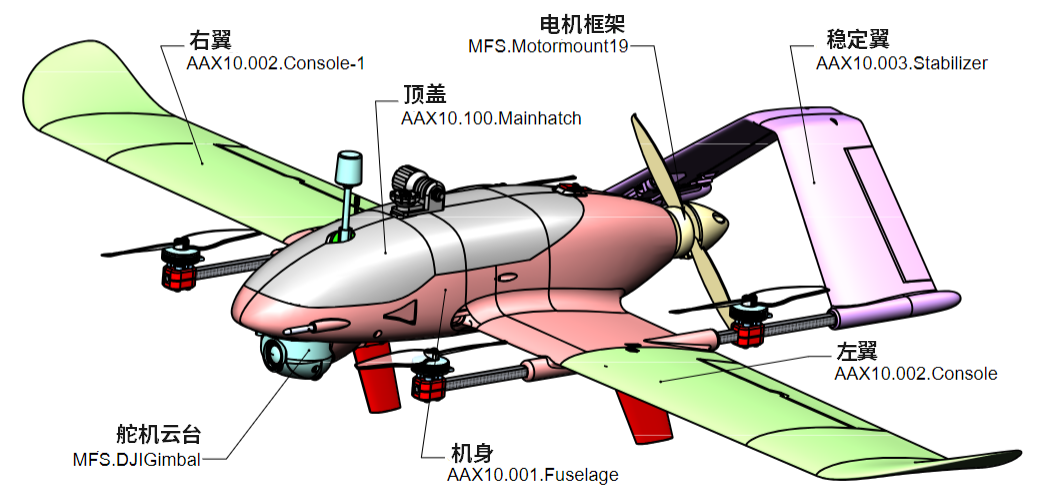
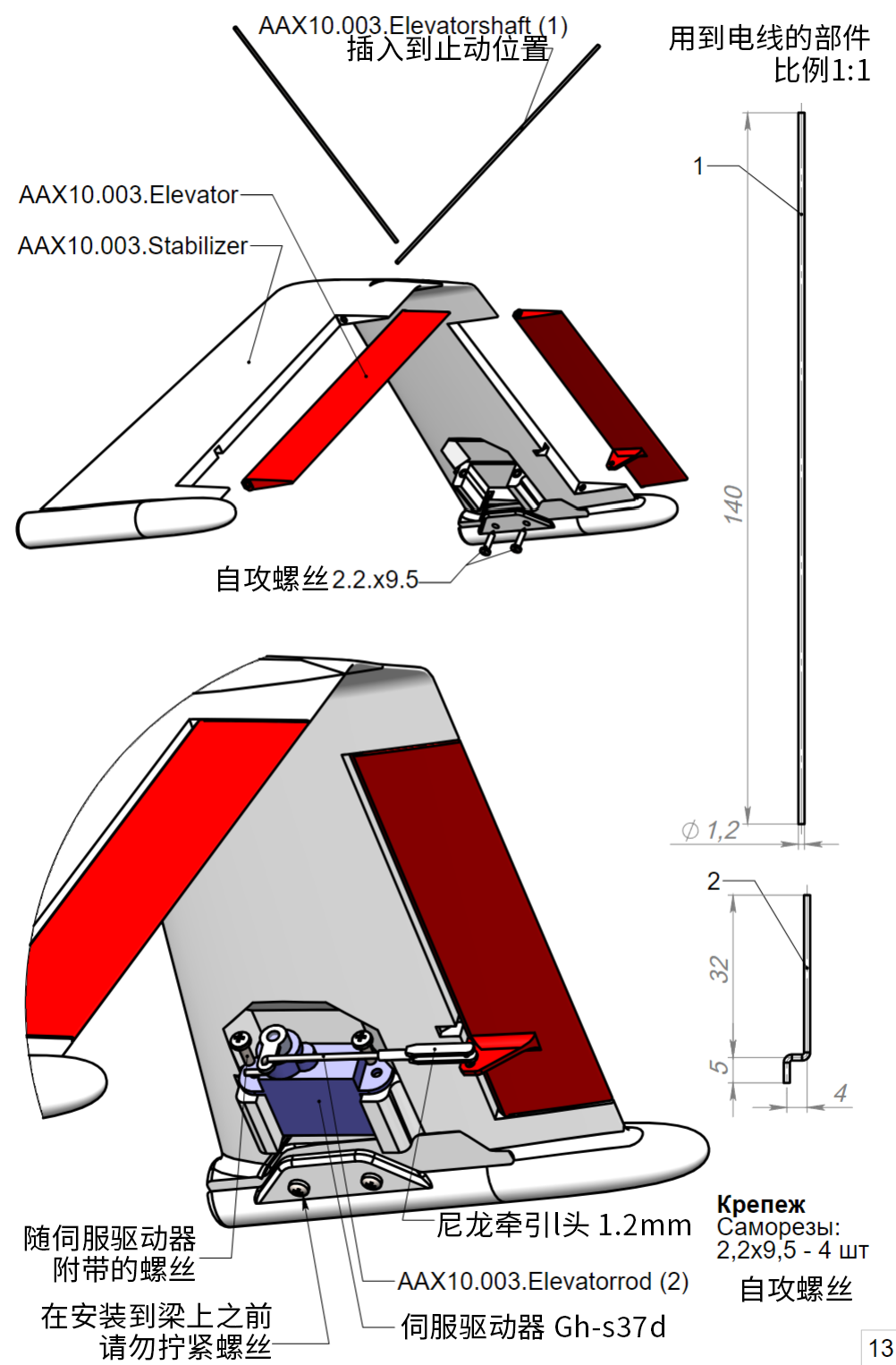
稳定器
您可以将稳定器作为一个整体打印,但需要添加支撑。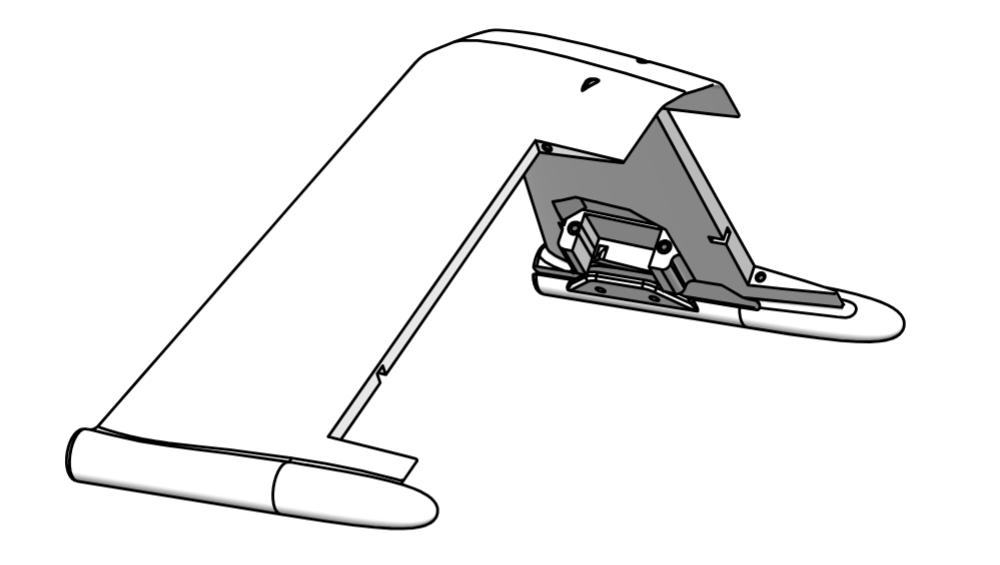
…或者由两部分组成,通过螺丝连接,但不需要支撑。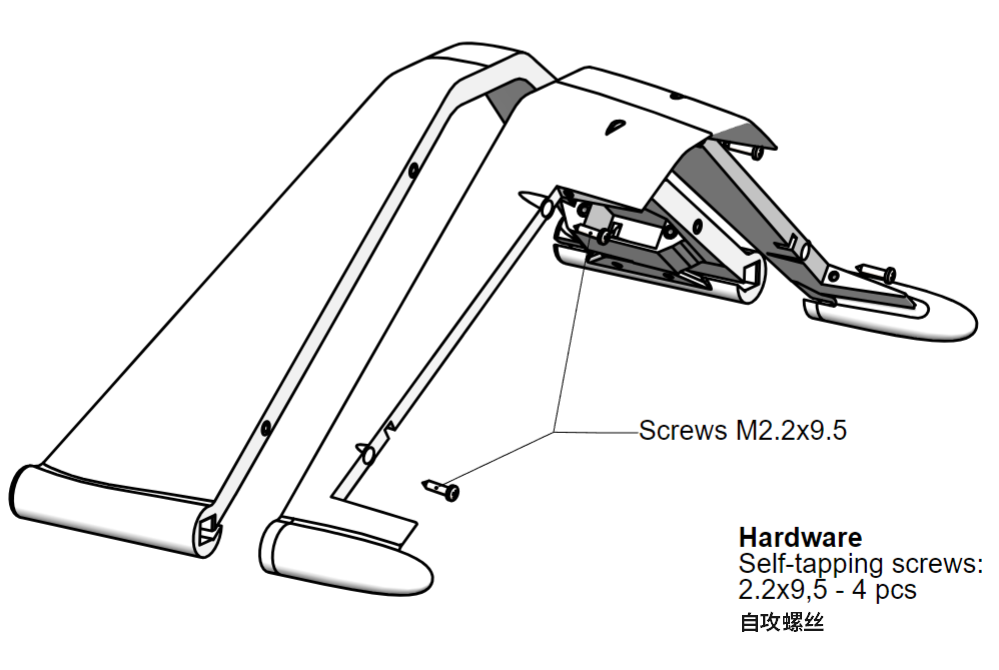
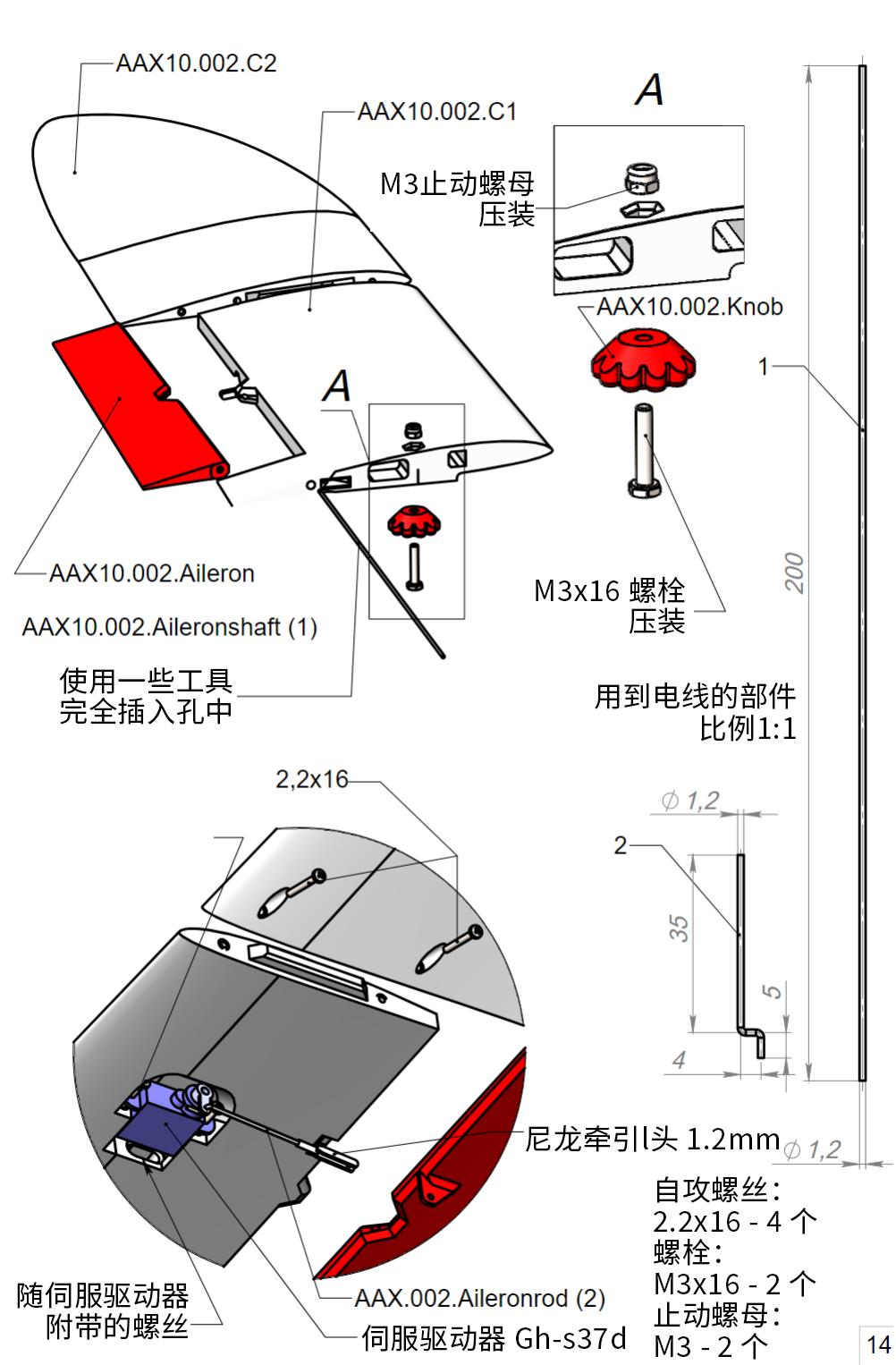
翼
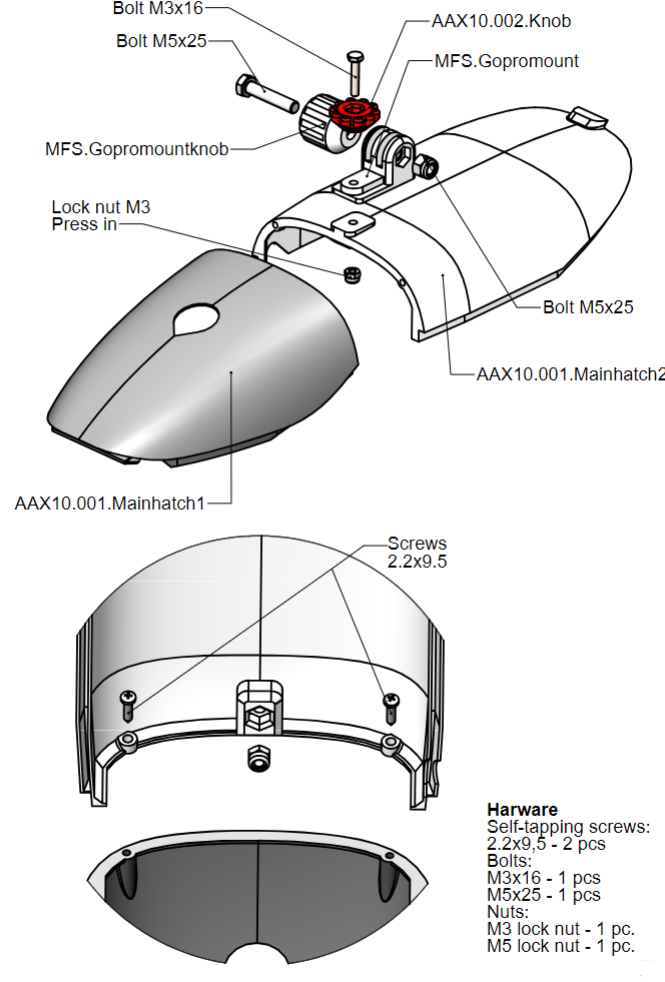
主舱口
推力电机螺旋桨和飞控堆
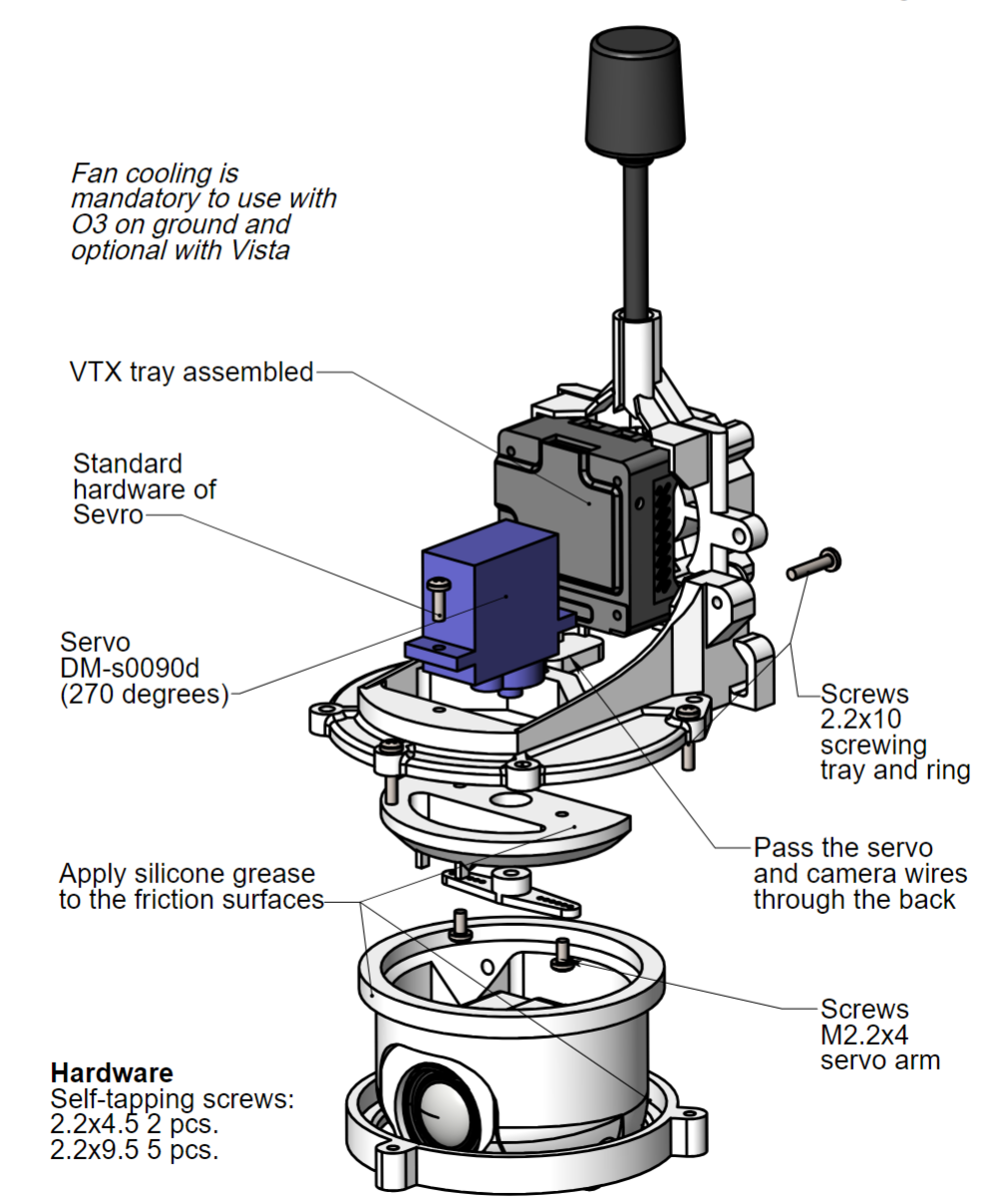
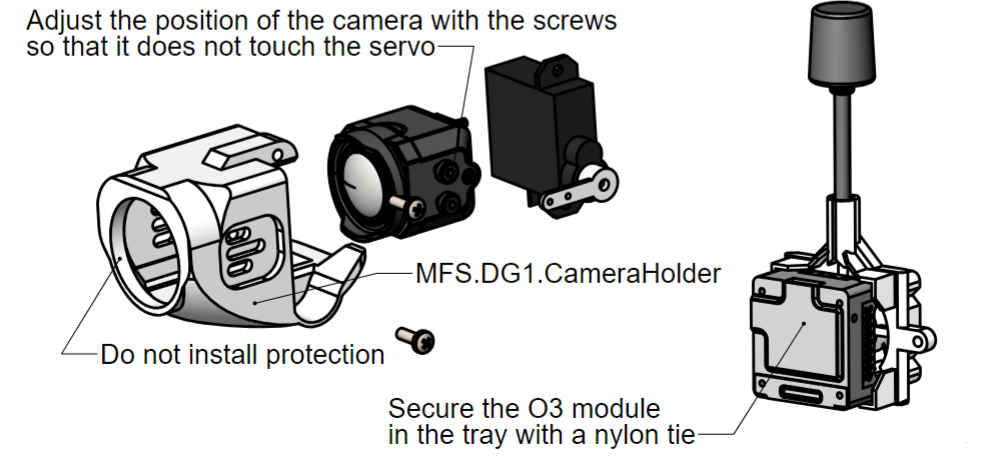
舵机云台
大疆视觉模块
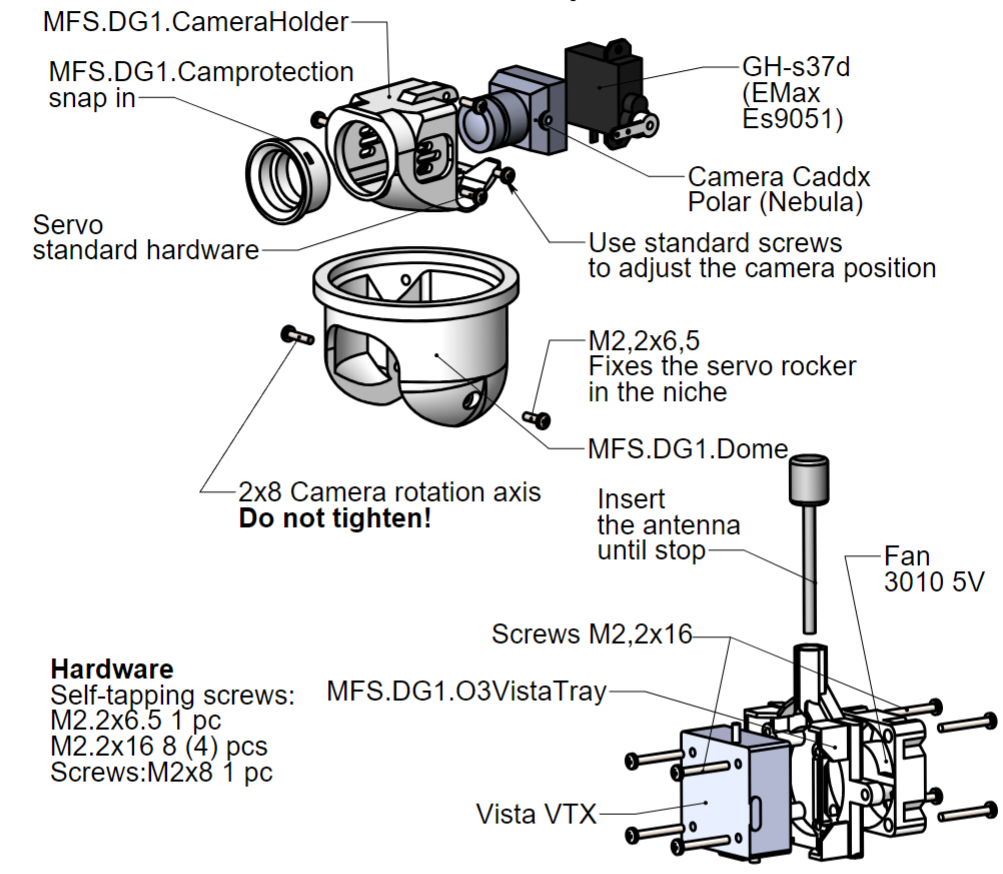
大疆 O3 图传
在组装云台时,请将伺服器放置在与云台的工作行程相对应的位置。所有云台控制通道在调试之前必须处于中立位置(1500 μs)。这样做是为了在首次开启时不损坏伺服驱动齿轮箱。
平相机位置 0 度对应于 ~2000 μs
垂直位置 ~1000 μs对于水平旋转伺服器,建议将 PWM 范围设置为 800-2200 μs